

Ceramic storage developer Cerabyte is now an official partner of CERN OpenLab together with a handful of selected corporations: Intel, Oracle, Siemens, Google, IBM and others. CERN has a large tape library because it needs to keep its scientific records for the long term. Data migration is a significant issue and the datasets are frequently retrieved for further scientific research involving the data from past experiments.

…
Cloudera announced three AI products aimed at simplifying SQL queries for developers, improving BI capabilities, generating ML apps faster than ever before, and helping customers get AI from the lab to production rapidly by:
- Simplifying SQL: Cloudera’s SQL AI Assistant aims to allow users to describe what they need in plain language, with the assistant finding the relevant data, writing the query, optimizing it, and even explaining it back in easy-to-understand terms.
- Driving Business Intelligence: Cloudera’s BI Chatbot can answer questions such as “Why are sales down in the Northeast? Will this trend continue? What actions should we take?” with actionable insight.
- Building ML applications from scratch: Cloudera’s ML Copilot, powered by pre-trained LLMs, is like having machine learning experts on call 24/7. With more than 130 Hugging Face models and datasets, it can write and debug Python code, suggest improvements, and even generate entire applications from scratch.
…
IBM archiving SW supplier FalconStor reported first 2024 quarter revenue of $2.3 million, flat Y/Y, with a $100K loss, better than the year-ago $400K loss.
…
Composable systems vendor GigaIO and and Valkyrie, a builder of AI systems announced a joint AI readiness assessment service, an end-to-end hardware/software/services offering for companies looking to enter the AI space. “Our partners have expressed a pressing need from their customers — the desire to adopt AI within their enterprises — but they don’t know where to start,” said Alan Benjamin, CEO of GigaIO. “We’re thrilled that Valkyrie’s unsurpassed expertise will empower our resellers to deliver AI solutions backed by a wealth of implementation expertise, in a first-of-its kind offering for our partners and clients.”
…
GigaIO’s flagship product, the 32-GPU single node server SuperNODET, is now shipping with AMD InstinctT MI300X accelerators, designed to deliver leadership performance for Generative AI workloads and HPC apps.The MI300X’s massively expanded memory capacity allows users to effortlessly accommodate and train significantly larger AI models, which is essential for today’s data-intensive Generative AI applications. The AMD MI300X can have up to 192 GB of GPU Memory. With the SuperNODE MI300X having 32 GPUs that means 192 GB x 32 = 6.14 TB total memory.
…
Hitachi Vantara Federal and MeriTalk have issued a “Federal Data Maturity Report: Optimizing Storage, Operations, and Insights” document. It reveals that while Federal agencies increasingly prioritize data-driven decision-making, data maturity levels still lag, with just 41 percent of respondents describing their data management as “advanced” and less than one-third rating their organization’s ability to use data-driven insights an “A.” It’s based on a survey of 150 Federal IT decision-makers conducted in March and April 2024. The quantitative research has a margin of error of ±6.93 percent at a 95 percent confidence level. To review the full findings, visit: https://www.meritalk.com/study/optimizing-storage-operations-and-insights/.
…

Sam Werner, IBM VP of product management, storage, answered three questions about IBM’s FlashSystem 5300 and use of its gen 4 FlashCore Modules:
B&F: Has thought been given to running Storage Scale on the system and combining its parallel file system with the 5300 hardware to produce a really, really fast parallel file system?
Sam Werner: Yes. Today Storage Scale can use FlashSystems like the 5300 to provide low-latency, high-performance storage to the applications running in these environments. Additionally, Storage Scale is also being packaged in an appliance model, Storage Scale 6000, for example, which will take advantage of our FCM technology as part of that product offering.
B&F: Has IBM considered running RedHat’s Ceph with the 5300 and giving that software a high-speed storage hardware base?
Sam Werner: Yes. We see the two products as synergistic, with the FlashSystem delivering the low-latency, high-performance needed for key mission-critical workload, while Ceph will provide a Unified protocol offering that expands the use cases for IBM Storage across more workloads.
B&F: Has IBM considered adding Nvidia BlueField 3 DPU support to the 5300?
Sam Werner: We have already leveraged the computational storage functionality of our FCMs to improve the efficiency of our data processing, therefore currently, the 5300 is not viewed as the sweet spot for this type of DPU integration. We are seeing some interesting use cases at the higher end of our portfolio in the FlashSystem 9K family as we look to provide greater system efficiency, data resiliency, and operational modernization. We are also working on leveraging DPU capabilities within our Storage Scale portfolio.
…
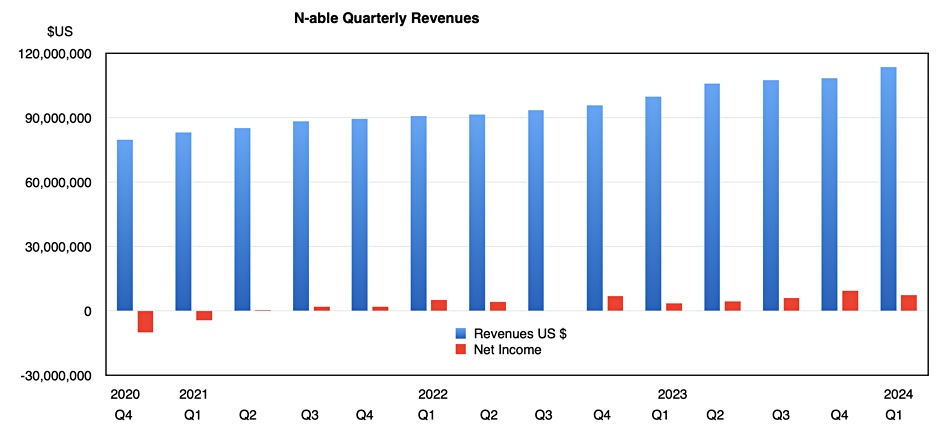
MSP-focused BaaS supplier N-able announced Q1 2024 results. Revenues of $113.7 million rose 14 percent Y/Y with profits of $7.5 million being 63 percent higher Y/Y. Subscription revenue rose 14.4 percent to $111.5 million.
…

NetApp has appointed Dallas Olson as its Chief Commercial Officer, replacing the departed Maxwell Long who left in March to become President Go To Market at Smartsheet. Olson comes to NetApp from Cisco where he was SVP for Go-To-Market Strategy and Revenue Growth for almost 5 years. NetApp says Olson will “oversee sales strategy driving business growth in key areas including AI and Keystone through specialist teams, enhance market presence, optimize sales models, foster strategic partnerships, champion a customer-centric approach, and drive initiatives to maintain NetApp’s position as a market leader primed for accelerated growth.”
…
Is vector database capability a product or a feature? German supplier Qdrant, which offers an open-source vector database and vector search engine written in Rust, says it’s a product. Qdrant says Vector search is all the rage as GenAI initiatives dominate the want-to-do-list for enterprises. Traditional databases like MongoDB, Redix, and Datastax have tried to meet needs by adding vector capabilities but, as enterprises shift from prototyping to production, that tactic will only go so far. It’s setting benchmarks in vector database performance (up to 40x faster retrieval, and 4x higher RPS):

Qdrant says vector databases are built for vector search.Add-on extras to other databases lack the specialized storage and retrieval systems needed for vector data. Also, their generalized architecture limits customization options. Dedicated native vendor databases give users and developers the speed, memory safety, and scale they need when processing billions of vectors. It cites Gartner specifically calling out “scalable vector databases” as a “critical enabler,” in its Impact Radar for 2024.
…
Tom’s Hardware reports SK hynix is developing a 300 TB SSD.
…
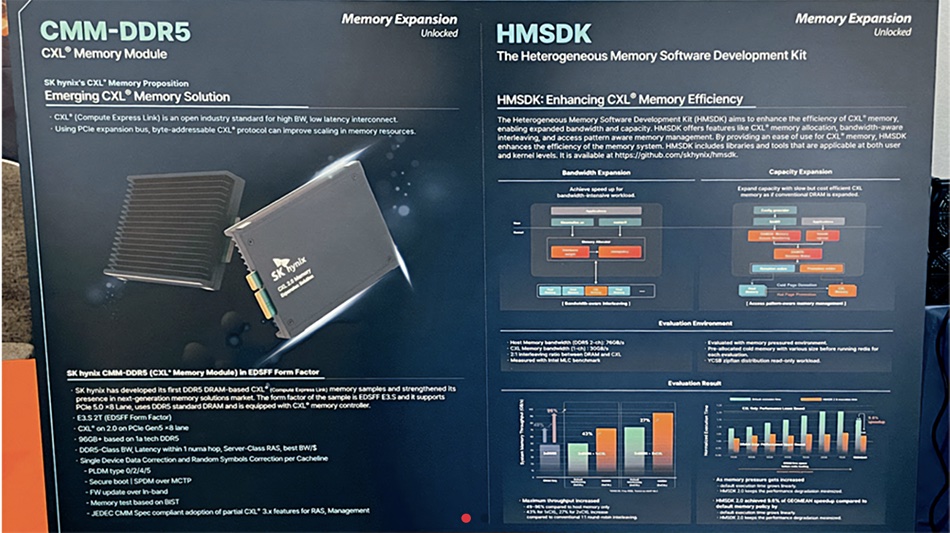
SK hynix has CMM-DDR5 technology; a CXL Memory Module-Double Data Rate 5 module, claimed to increase system bandwidth by 50% and capacity up to 100 percent compared to a DDR5-equipped server. Its Niagara 2.0 disaggregated memory offering, connecting multiple CXL memories together, enables CPU/GPU server hosts to share data and capacity. Niagara v1 enabled the sharing of capacity only.