

Block storage provisioning startup Volumez is rapidly expanding its capabilities, adding Azure cloud support to the existing AWS cloud and supplying storage for InterSystems’ IRIS cloud database.
Volumez provides a cloud-based control plane for provisioning NVMe block access storage for Linux-based, Kubernetes-organized applications running primarily in the AWS and Azure clouds but also on-premises. Users can specify capacity, performance, resilience and security needs with declarative statements. Volumez’s software composes or orchestrates the storage they need using Linux primitives and not the cloud supplier’s main block storage instances. GCP and other cloud support is coming as is an extension to providing file-based storage.
Scott Gnau, Head of Data Platforms at InterSystems, said: “The integration will allow us to deliver a fully-managed and high-performance database-as-a-service, seamlessly integrating AI functionalities within the IRIS kernel.”
InterSystems’ IRIS is a public cloud-based database management system for machine learning-enabled applications and supports real-time and analytics apps. It offers a unified data model that supports both structure and unstructured data, and has a set of APIs to interact with transactional data simultaneously in key-value, relational, object, document, and multidimensional databases. There is also an app development capability.
Basically Volumez, with its controller orchestration, can provide block storage for IRIS databases that is better than AWS’s own Elastic Block Storage (EBS).
Field CTO Brian Carmody told an IT Press Tour: “Volumez has 10x price/performance over EBS. We’re built on raw NVMe storage instance disk and EC2, AWS’s raw NVMe instance storage (Nitro). There are no data services, no resilience but high raw IOPS … We guarantee 1.5 million IOPS, 300 microsec latency and 12GBps per volume. We support infinite volumes.
“We use off-the-shelf Linux to create file systems and mount points that outperform EBS. We use the cloud as bare metal. We are a control plane which runs in our cloud.”
Silk and Dell’s ScaleIO (now PowerFlex) also use EC2 Instance storage but, he said, have proprietary technologies.
Carmody also said: “Silk is not cloud-native. It’s a controller architecture. CPUs on controllers will be the bottleneck in the future.” He included VAST Data’s DASE (Disaggregated Shared Everything) controllers in this statement. Volumez has a controller-less architecture.

Volumez chief product officer John Blumenthal, who used to work at HPE, said: “We’re a composable data infrastructure company and not a storage company, though we run on storage media. I’m a traditionalist (controller storage) who’s lost his tradition.”
How does Volumez software build its storage? Carmody said: “We select a few slices of raw drives in a customer’s inventory to meet the need. We use the slices to set up NVMe instances and a data services storage stack in Linux kernel and present that mountpoint to the container or VM.”
We suggested that AWS could do this. It invented the raw EC2 instance and it has clever Linux programmers as well. Volumez CEO Amir Faintuch said: “It [probably] will but we have a two-year start and patents.” There are more than 24 of these patents.
Blumenthal said: “CSPs make insane money from EBS and can’t afford to develop the stuff we have. They could do Volumez but economically couldn’t afford to do it.” He was referring to Clayton Christiansen’s theory idea of disruptive innovation, which was recently reviewed here.
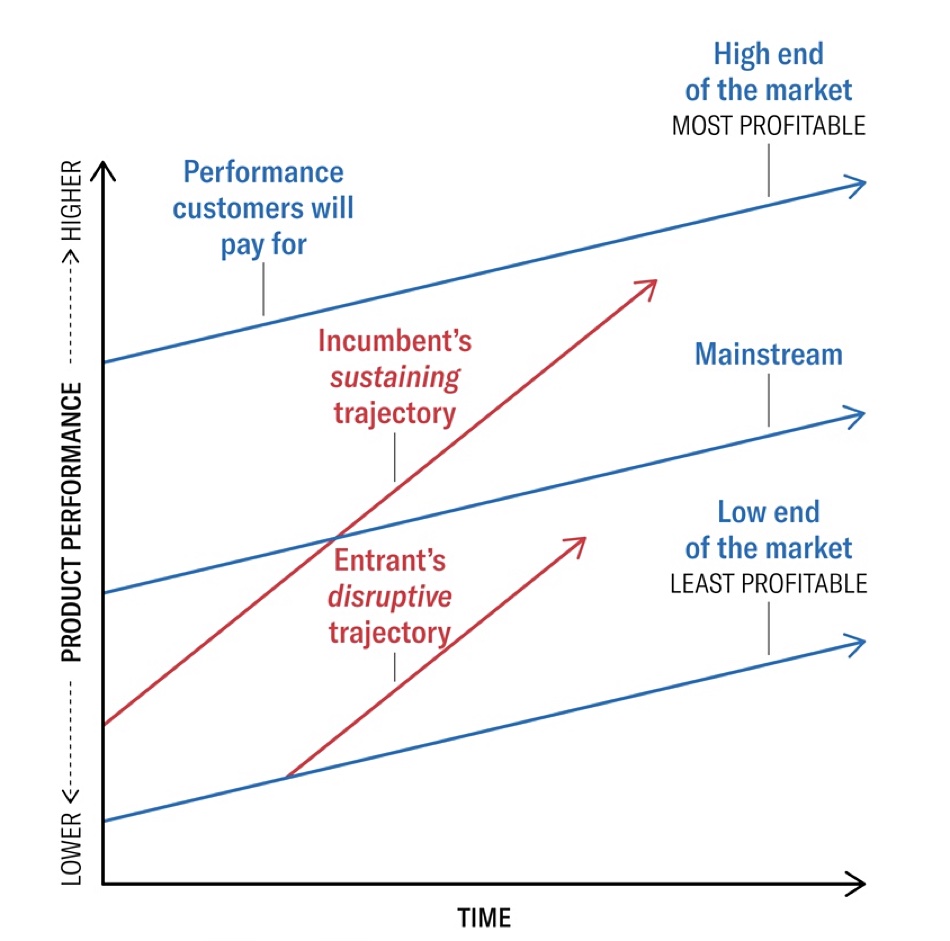
The Harvard Business Review article says: “As incumbent companies introduce higher-quality products or services (upper red line) to satisfy the high end of the market (where profitability is highest), they overshoot the needs of low-end customers and many mainstream customers. This leaves an opening for entrants to find footholds in the less-profitable segments that incumbents are neglecting. Entrants on a disruptive trajectory (lower red line) improve the performance of their offerings and move upmarket (where profitability is highest for them, too) and challenge the dominance of the incumbents.”
AWS is the incumbent and EBS the higher quality service/ Blumenthal and Faintuch are claiming Volumez, with its EC2-based storage, is the disrupter. Volumez and its backers are convinced that they have a persistent and defendable advantage in provisioning block storage public cloud apps that the CSPs cannot duplicate because it will destroy their highly profitable upmarket services, such as EBS.
Blumenthal added: “In the cloud the need for external-like storage is less. 80-90 percent of workloads benefit from DAS-like storage,” which is what Volumez supplies.
InterSystems head of product Luca Ravazzolo said he was “very pleased” with Volumez. Basically IRIS goes faster for less money with Volumez and the guaranteed performance is absolutely key.
Volumez says it’s working on replication between clouds and so providing a common data plane across the cloud providers. This is like Kubernetes for containers which is cross cloud.
Faintuch said: “We orchestrate at the OS level. Auto-provisioning could be coming and we orchestrate the infrastructure in the way that Polumi does and Terraform.”
Volumez is developing its software fast and needs to grow its user base and business before competitors try and muscle in on its act.





