

The new IBM FlashSystem C200 uses 46 TB QLC NAND drives to add an archive tier to a grid of FlashSystems.
IBM says you can use it like TLC and “pay for it like QLC,” as the drives last. Replacements under maintenance are guaranteed, with 5.5x more write cycles than industry-standard QLC drives, IBM claims.
IBM bloggers Barry Whyte and Andrew Martin suggest it can be an alternative to the 2023 entry-level FlashSystem 5045 with its range starting with a disk drive version using 20 TB SAS HDDs and 70 TB of usable capacity.
They say: “Over the last few years we’ve seen the price of NAND-based flash devices get closer and closer to that of the remaining stalwart of the HDD industry – nearline high capacity 7.2K RPM drives. There is still a delta, but it’s now possible to look at replacing racks and racks of spinning disk with QLC-based NAND capacity.”
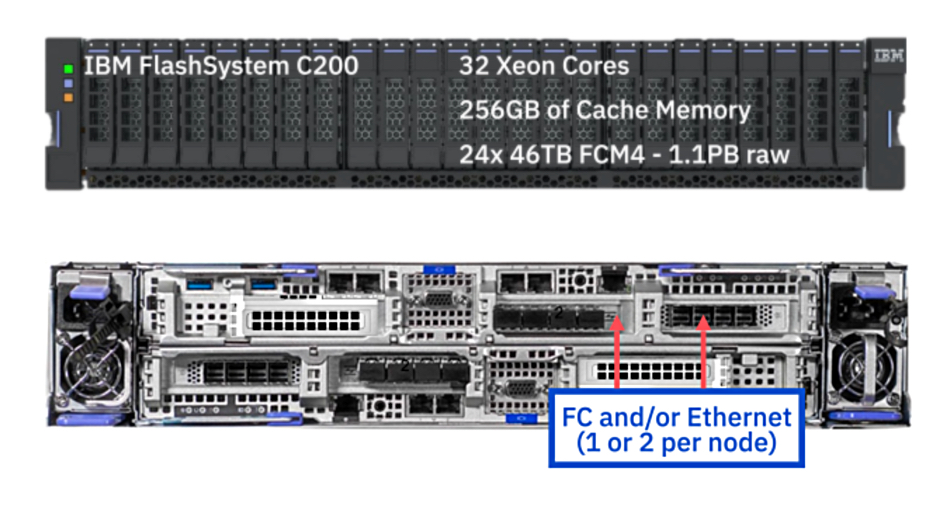
The C200 uses IBM’s proprietary FlashCore Modules (FCMs) with a Gen 4 version providing 46 TB raw capacity using a pseudo-SLC frontend to the QLC NAND. It has 32 Xeon cores and a 256 GB cache providing 1-2 ms latency, up to 200,000 IOPS, and 23 GBps throughput. There is a fixed 24-slot configuration with 1.1 PB raw capacity in a 2RU chassis. Because the system has always-on hardware-assisted compression, IBM says it has 2.3 PB of effective capacity.
Building a 2 PB archive system with the 5045, meaning 100 disk drives, “would need 15RU,” which compares badly to the C200’s 2RU for 2.3 PB. The 5045’s nearline SAS HDDs could deliver 4-5 ms if not very active. “With one that is under reasonable load we are talking more like 10 ms. Push them beyond their couple of hundred IOPS and you can easily expect 30 ms or more!”
Even building a 2.3 PB archive box with Western Digital 32 TB disk drives would need 72 drives and they would be slower to access than the C200’s FCMs.
The C200 has 8 x 10GbE onboard ports and supports both Ethernet (8 x 25/10GbE NVMe-TCP) and Fibre Channel (16 x 32GbE FC/NVMe-FC) optional ports. It can operate as a member of a FlashSystem federated grid (connected set) of systems, providing an in-grid archive tier, “enabling non-disruptive Storage Partition migration between systems.” The prior 5045 system did not support that capability.
We’re told that a “FlashSystem grid acts as an intelligent interconnect between storage arrays to provide a single point of management for your entire storage estate. This facilitates the movement of data within a smart partition by maintaining the context and integrity of associated data services including snapshots, replication, and backup.” The partitions include metadata and additional features of the grid to make this approach to data mobility possible. IBM says: “Data and applications are always on a performant storage tier and have the capacity they need to meet end-user expectations.”
The FCM Gen 4 drives have always-on encryption “and ransomware threat detection with guaranteed detection in 1 minute,” IBM says. The C200 has energy efficiency and zero downtime guarantees.
IBM provides indicative end-user pricing for its FlashSystems, and the C200 has what you might call a respectable price:
- 5045 – 70 TB to 175 TB with HDDs: $17,500 to $23,100
- 5045 – 9 TB to 30 TB all-flash: $20,800 to $35,100
- 5300 – 45 TB to 680 TB configs: $52,200 to $247,200
- 7300 – 85 TB to 1.5 PB: $117,600 to $540,500
- 9500 – 365 TB to 1.4 PB: $428,800 to “Contact IBM for pricing”
- C200 – 2.3 PB: $381,000
Whyte claims: “The writing really is on the wall for the last of the spinning rust… over the next few years we will see the price point for flash get closer and closer, and eventually even reduce lower than NL-SAS. With 300, 500, and even 1 PB flash drives being teased in the industry, it’s almost impossible for even the most advanced magnetic platter technologies to keep up.”
This chimes with the message about NAND replacing disk drives that Pure Storage has been putting out.
FlashSystem C200 will be generally available worldwide on March 21.
Bootnote
IBM blogger Chelsey Gosse says: “Industry-standard QLC expects about 1,000 P/E (i.e.: write) cycles, https://www.solved.scality.com/is-all-flash-the-best-choice/, whereas FlashCore Module 4 drives, which are in the C200, achieve 5,500 P/E cycles prior to wear out, using internal testing developed using the JEDEC Standards for Retention.”





